Siamo abituati a vederli finiti, in acqua, allestiti di tutto punto, ma pochi sanno cosa c’è dietro un prodotto del genere. Siamo pertanto andati a trovare in Sicilia la Master per capire come nasce un loro Fishing Rib
• Luciano Pau

Quanti tra coloro usano il gommone, per usi crocieristici o per la pesca (vista l’ormai consolidata tendenza anche in questo settore), sanno come nasce un battello pneumatico o R.I.B., (acronimo di Rigid Inflatable Boat)? La conoscenza dalla A alla Z di quali siano i processi produttivi per arrivare ad un prodotto finito, quello che poi si è abituati ad usare o semplicemente vedere in acqua, non è cosa di tutti. Ecco perchè, parlando con Annalisa Gargiulo, titolare ed emblema della Master in particolare dopo la prematura scomparsa del fondatore Pietro Gargiulo, ci è venuta l’idea di mettere sotto la lente d’ingrandimento un battello pneumatico, seguendone gli step passo passo. E non abbiamo scelto un battello qualunque ma, ci siamo concentrati sulla nascita di un modello Fishing, la linea che Master ha immesso in produzione qualche anno fa e dedicata ai pesca-sportivi. Cominciamo con il dire che buona parte dei vari step seguiti per la costruzione di un “fishing” sono comuni con quelli che si adottano nella produzione di un battello da diporto ad uso crocieristico. In particolare per ciò che concerne le parti in vetroresina ed i tubolari. Cambiano ovviamente i rinforzi in alcuni punti, la predisposizione di apposite aree per l’accoglimento di attrezzatura dedicata (portacanne, vasche, trasduttori passanti per ecoscandagli potenti, T-Top o Hard Top), ma soprattutto, in coperta, cambia la distribuzione degli spazi, che devono prevedere ampiezze tali da consentire gli spostamenti rapidi di alcuni pescatori (a seconda delle dimensioni del battello ovviamente) e la concentrazione, quasi sempre in un’unica area (il pozzetto), delle attrezzature che servono a chi pesca. Ora, ovviamente più è grande il battello più è facile ottenere risultati ottimali. Ma la bravura progettuale sta anche nel predisporre, a bordo di scafi più piccoli, soluzioni adeguate, perchè chi pesca, sempre di alcune “comodità” ha bisogno…. Intanto ci tengo a sottolineare che solitamente i progetti migliori nascono proprio dall’esperienza di chi li usa.









Pertanto, la prima cosa ragionevole da fare, e che in Master è stata fatta, è quella di affidarsi all’esperienza di uno o più angler per progettare intorno a loro ciò che a “loro serve”. Poi è palese che a qualcuno potrebbe non piacere quella determinata soluzione, oppure che a qualcun altro potrebbe interessare qualche modifica, ma qui subentra la customizzazione, ossia la possibilità di fornire un pacchetto personalizzabile poi a seconda delle esigenze dell’armatore. E qui in Master si personalizza molto. A cominciare dal colore del proprio Fishing RIB, simulabile già dal sito della Master (www.mastergommoni.it), che consente di abbinare per prova il colore dei tubolari a quello del gelcoat di carena e coperta, a quello dei bottacci, delle finiture ed anche delle sellerie e del canvas del T-Top. Insomma, volendo, si può creare a monte un gommone da pesca “unico”. La produzione avviene in due stabilimenti separati, che consentono di stoccare e lavorare distintamente le parti e componentistiche di ogni battello, così come immagazzinare gli stampi e gli esemplari finiti, in attesa della consegna. Cominciamo dalle parti in vetroresina. Gli stampi, come sicuramente molti sapranno, sono “i negativi” di quei “componenti positivi” che sono le parti stampate. Ossia ciò che si vede nello stampo durante la resinatura sarà ciò che “non si vede” a battello finito, in quanto si tratta di parti interne. Gli stampi vengono periodicamente controllati e manutentati, perchè dopo diverse stampate possono necessitare di piccoli ritocchi o lucidature, questo al fine di ottenere sempre il massimo in fase di estetica. Si comincia a lavorare negli stampi (sono solitamente almeno due: guscio e coperta, ma possono essere anche di più se ad esempio la console è separata ed applicata in secondo tempo) con l’applicazione di un distaccante sul fondo dello stampo, che consentirà a lavoro finito di “staccare” appunto la stampata finita senza problemi. Poi la prima operazione che viene fatta è la spruzzatura del gelcoat neopentilico, la vernice che darà colore al battello.

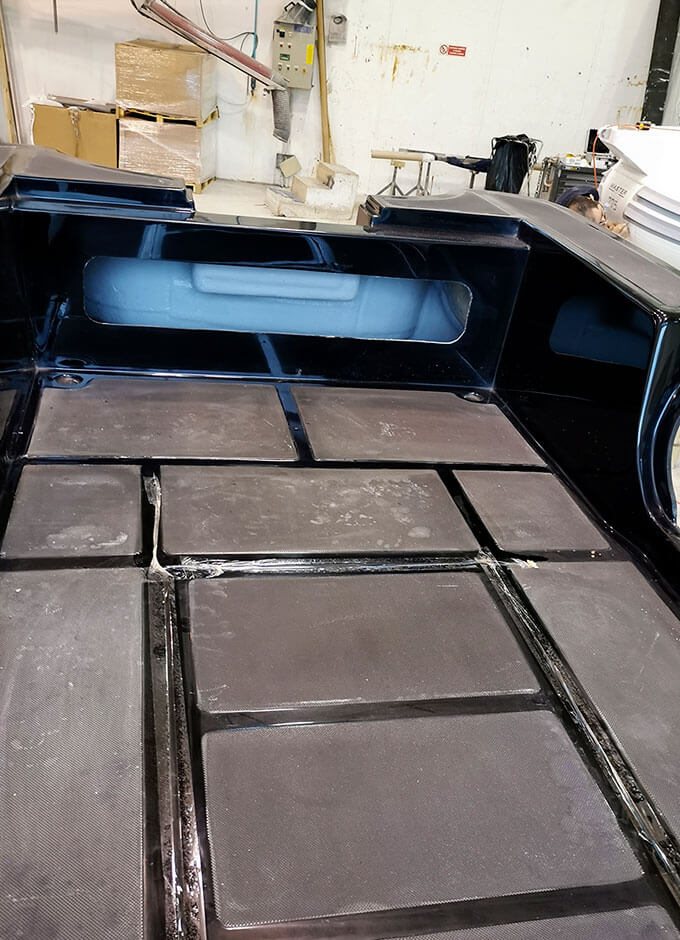




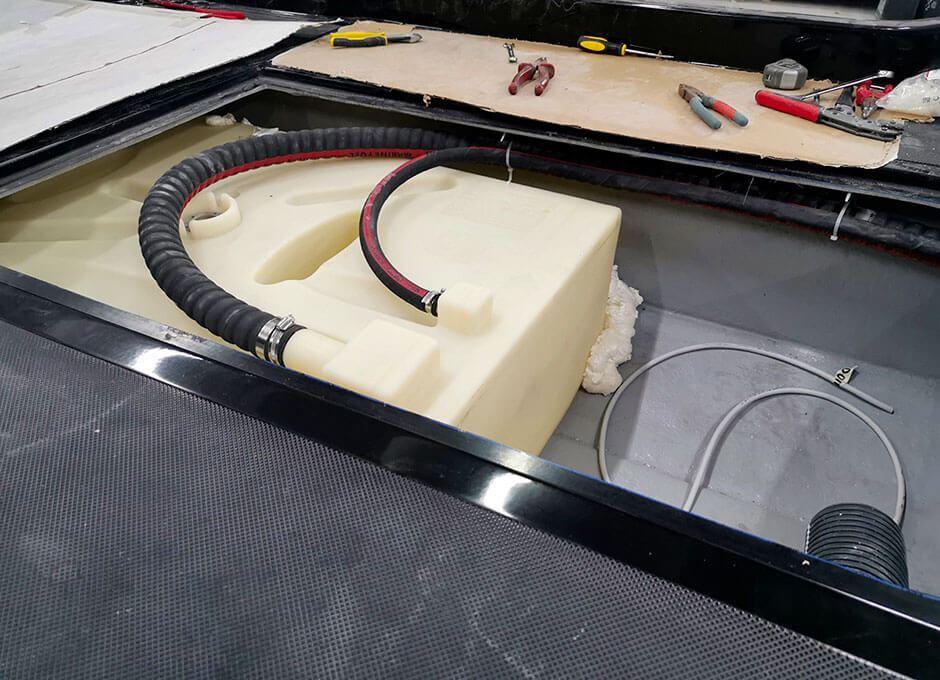


Non si vernicia alla fine come avverrebbe per un’auto, ma prima, direttamente nello stampo. In questo modo i successivi strati di resine si fisseranno sul gelcoat ed all’estrazione le parti stampate saranno già colorate. Dunque, spruzzato il gelcoat si comincia poi con la sovrapposizione dei vari strati di matt e stuoie impregnati a mano con resina liquida isoftalica, seguendo molto rigidamente i capitolati che sono differenti a seconda del modello. A seguire vengono disposti longheroni e madieri per dare solidità e robustezza, anch’essi resinati e resi solidali alla struttura. La resinatura è fatta a mano e per evitare problemi di umidità nell’aria, che darebbe vita al fenomeno dell’osmosi, gli ambienti hanno temperature costanti e controllate. Altrettanto importante è la rullatura degli angoli più reconditi dello stampo, come ad esempio i pattini della carena, gli spigoli di gavoni, console e coperchi, al fine di evitare bolle d’aria che col tempo, e con gl’impatti sulle onde, potrebbero aprirsi in moto antiestetico. Nulla di grave intendiamoci, riparabili, ma brutti a vedersi. Conclusi i tempi di essiccazione previsti si passa all’estrazione (che può avvenire per trazione o per iniezione d’aria tra stampo e stampata), da una lato del guscio e dall’altro della coperta, parti che vengono successivamente unite tra loro con resine e finite a stucco. Infine vengono lucidate con paste abrasive che danno quell’effetto specchiato bello a vedersi. Molta attenzione viene anche data alla finitura interna dei gavoni, dei coperchi e della console. Va verificato infatti che non vi siano residui taglienti di fibre di vetroresina, che potrebbero ferire quando si va a prendere qualche cosa al loro interno, danneggiare attrezzature da pesca importanti e costose. Vengono create le canalizzazioni tra i vari comparti per consentire all’umidità che si crea in modo naturale di confluire in sentina dove verranno evacuate dalle pompe di sentina, si predispongono le tubazioni di scarico fuoribordo, si posizionano i serbatoi. Contemporaneamente, in altro reparto, vengono lavorati i tubolari. I due reparti è bene che stiano separati il più possibile, in quanto la gomma non ama la polvere rilasciata dalle resine durante le fasi di lavorazione.



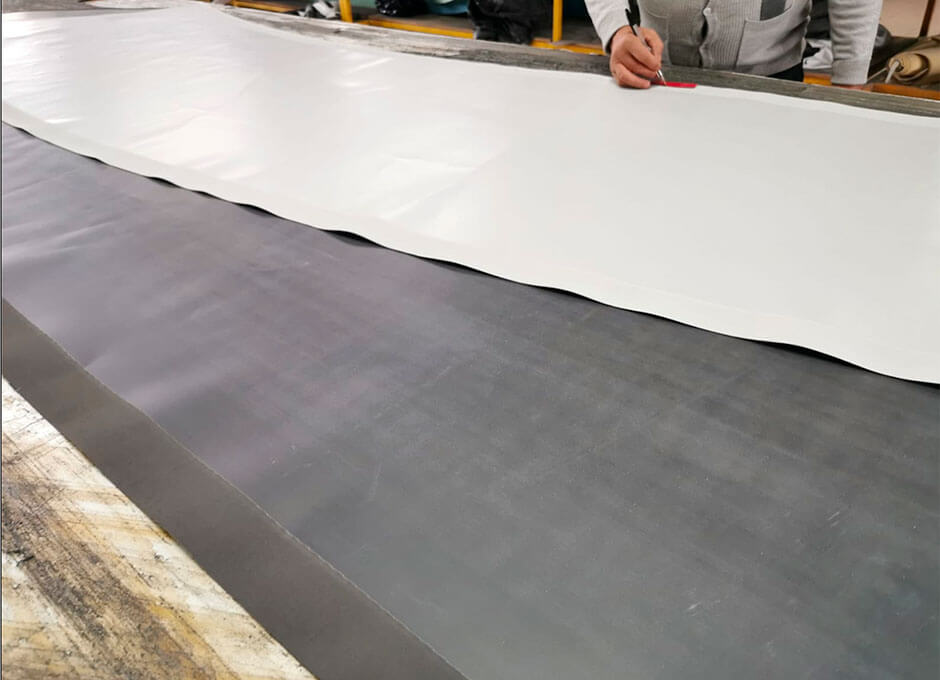





Il tessuto gommato usato dalla Master, è per tutti i modelli di Fishing prodotto dalla Pennel, azienda francese specializzata nei tessuti a sandwich (trevira, neoprene, gomma), e nello specifico si tratta dell’Orca in consistenza di 1670 dtex. Arriva in rotoli, aperto su appositi tavoloni, disegnato con apposite dime e tagliato. Vengono applicate le membrane interne che dividono i comparti ai fini della sicurezza, nel caso specifico “a doppia mandata”, posizionate ed incollate le valvole (una per ogni comparto stagno), poi vengono chiusi con colla bicomponente, montate le calotte posteriori e poi i punti di chiusura vengono sigillati con fascette di tessuto gommato a loro volta incollate. Infine i tubolari vengono lasciati a stagionare per alcuni giorni per essere sicuri che non si verifichino perdite d’aria. Lo step successivo è quindi montare il tubolare sulle selle di accoglimento predisposte sulla stampata (ormai unica) di vetroresina fissandoli con fettucce di diversa consistenza e larghezza sempre in tessuto gommato. Basilare è che prima dell’incollaggio tessuto e vetroresina nel punto di fissaggio vengano abrasi per rimuovere il primo stato dei singoli materiali e garantire maggior presa alla colla. Il lavoro si sdoppia a questo punto. C’è chi si occuperà di lavorare sui tubolari e chi di lavorare contemporaneamente sulla coperta. Chi lavora sui tubolari monta (incollando), maniglie, tientibene, rinforzi, fregi e bottacci, alcuni in gomma ed altri in tessuto gommato. Chi lavora in coperta invece monta i coperchi, allaccia le tubazioni ai serbatoi fascettandole, predispone gli scarichi e gli impianti, nel nostro caso anche per le vasche del vivo e del pescato, coibenta i vani che fungeranno da ghiacciaia per la conservazione del pescato. Vengono montate le acciaierie che Master produce sempre internamente usando rigorosamente acciaio inox 316, fissati i portacanne nei punti pre-rinforzati dal Cantiere e, se il battello è customizzato, dove il cliente ha richiesto la loro installazione, così come per gli optional che, a seconda del modello, Master rende disponibili. Alla fine il prodotto finito è pronto alla consegna, che Master è in grado di effettuare autonomamente con camion dotato di gru, anche se nei periodi clou affida spesso e volentieri i suoi battelli a trasportatori specializzati, che garantiscono l’arrivo a destino in perfette condizioni di ogni singolo RIB.









Sapete quanti battelli vengono attualmente prodotti da questo Cantiere? Bene, sono oltre 130 esemplari, ma in particolare questo risultato non indifferente è concentrato su esemplari di misure comprese tra i 7 ed i 10 metri, ossia misure che richiedono un certo impegno costruttivo e tempistiche più lunghe. L’orchestra Master è diretta come detto da Annalisa Gargiulo, che coordina una rete di “orchestrali” formata da oltre 30 persone, ognuna con i suoi compiti specifici. Inoltre, dallo scorso mese di ottobre 2020 il Cantiere ha voluto avvicinarsi alla propria clientela sparsa in tutt’Italia, creando una Showroom permanente in Toscana, più precisamente a Massa. Due gli obiettivi principali che Annalisa Gargiulo si è prefissata con questa iniziativa: 1) quello di accorciare le distanze in tutt’Italia con i già clienti 2) quello di creare una mostra permanente di gommoni Master per chi invece non è ancora cliente ma che vorrebbe diventarlo, offrendogli la possibilità, senza scendere in Sicilia, di vedere, toccare ed anche provare il battello che più piace, vista la disponibilità di mezzi in acqua. E’ stata a tal proposito prevista una rotazione di battelli in esposizione ogni 2/3 mesi per mettere sotto i riflettori, a turno, un po’ tutta la gamma. Sempre presente comunque la serie Fishing. Inoltre, dal prossimo marzo/aprile 2021, sarà anche possibile fruire di un servizio di noleggio dei gommoni Fishing, che consentirà di provarli usandoli. Infine la creatività ed il “pensare al futuro” di Annalisa Gargiulo non si esauriscono mai, ed ecco che lascia trapelare, a denti stretti e senza dirci più di tanto, che sta lavorando a progetti che dovrebbero vedere luce a breve, comunque nel primo semestre 2021. Sicuramente, dopo i successi delle versioni 699 e 996 GP questa volta nel campo crocieristico si punterà su di una versione GP anche per il modello 855, mentre per il Fishing si sta lavorando ad un progetto in grande, di cui si fa sapere volutamente poco mantenendo la cosiddetta suspense. Quello che possiamo dire, anzi scrivere qui, è che avrà una misura compresa tra i 775 metri dell’attuale ammiraglia della serie pesca ed i 10 metri.